iWave智能平台超低热输入CMT AC 研究
iWave智能平台超低热输入CMT AC 研究
韩明明 朱星 单世瑞
伏能士智能设备(上海)有限公司
0 前言
本文对CMT AC电弧形态、熔滴过渡状态进行了分析,所用设备包括:iWave 500 AC/DC焊接电源、WF 25i辅助送丝机以及CMT推拉丝马达WF 60i Robacta Driver CMT。2023年Fronis伏能士国际有限公司推出了新型焊接平台iWave,一个焊接系统适用于所有焊接工艺,基于模块化的理念可以根据需求来扩充更大窗口的焊接,包含TIG HF、冷丝、热丝、Dynamic Wire、Cycle TIG、AC TIG、MIG/MAG Standard、Pulse、PMC、LSC、CMT、MMA、PMC AC、CMT AC和 CEL。从 WLAN 和蓝牙到 NFC,iWave 支持所有主要的连接方式,便于使用。
1.CMT AC 工艺的波形分析
测试验设备采用Fronius伏能士iWave AC/DC 500i,如图1所示,设备组成包括;iWave AC/DC 500i焊接电源、CU 1400i Pro水箱、WF 25i Reel R送丝机、SB60i集线盒/缓冲器、WF 60i RD CMT拉丝马达。

图-1 iWave AC/DC 500i系统组成
CMT工艺,亦即 “冷金属过渡”工艺,其最大的特点是极低的热输入,是一种将传统的电弧控制方式和焊丝的机械运动相结合熔滴过渡控制方式。
在传统的短路过渡中,焊丝持续向工件方向前进,当熔滴与工件发生短路接触的瞬间,电流急速上升,短路小桥爆段,熔滴脱落,重新引弧;CMT工艺与传统工艺的过渡方式不同,熔滴的分离和重新燃弧基于焊丝的回抽来控制,如图2所示。相较CMT工艺,CMT AC工艺在基值电流的一部分改为EN极性,这就是常见的交流AC波形,如图3所示,电极(焊丝)极性分为EN极性和EP极性两个阶段。在EN阶段焊丝融化速率更高,同时带来较低的热输入量;EP阶段电弧更稳定,有着较高的热输入量,熔深较大。
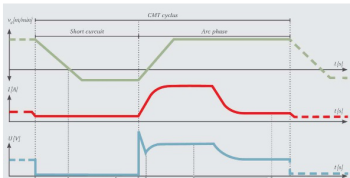
图2 普通CMT工艺波形
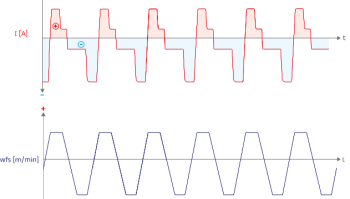
图3 CMT AC波形
如图4所示,电弧在EP阶段时,母材作为阴极发射电子,焊丝作为阳极接收电子,此时阴极斑点会自动寻找氧化膜,形成阴极清理区,也称阴极雾化区。电弧的弧根聚集在熔滴的下半球底部,而电弧主要集中在熔池的上方,加热母材增加融化速度,此时熔深较大。当电弧在EN阶段时,物理特性刚好反转过来,焊丝作为阴极发射电子,母材作为阳极接受电子,阴极斑点开始向焊丝进行氧化膜的清理,电弧能量集中在焊丝,加速焊丝的熔化速度,呈现包裹熔滴端部的现象,此阶段母材受热较少,形成较小的熔深。
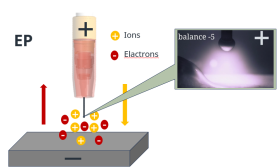
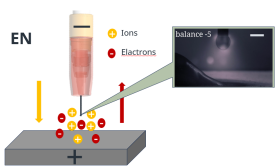
图4 EP和EN时的电弧物理状态
2. CMT AC电弧形态与熔滴过渡
极性交替结合CMT特有的焊丝回抽特性,在保持相同熔敷率的情况下,使热输入量进一步降低。CMT AC 工艺分为两种交流形式,一种为针对焊接铝合金的AC-Power Balance(交流平衡值,另一种为针对碳钢和不锈钢焊接AC-Cycles。
CMT AC铝合金特性曲线电弧特征与熔滴过渡分析如图5。阶段1,当焊丝为EP阶段时,电弧形态呈现“钟罩”形态,电弧的弧根出现在熔滴下半球底部,利用电弧的清理作用对阴极工件表面进行氧化膜的清理,并开始加热母材;阶段2,随着焊丝向前推进,接触阴极后,形成短路,电流再次下降,随后焊丝开始回抽,往反方向运动;阶段3,焊丝一边回抽,一边进行极性的转变,在此刻电流要经过零点,为避免电弧出现不稳定状态,要在熔滴分离前完成极性转变;阶段4,EN阶段电流开始上升,阴极斑点迅速爬升焊丝周围清理焊丝氧化膜;阶段5,EN时间的延长,熔滴会持续长大,电弧呈现包裹整个熔滴并加热熔滴以上的焊丝;阶段6,电磁力对熔滴过渡不会起作用,由于此时焊丝受热,在EN阶段的熔滴过渡周期非常快,大概是EP阶段的70%,所以EN时间占比少;阶段7,EN阶段过零点后进入EP阶段时状态,此时的电弧被熄灭,但时间非常短.
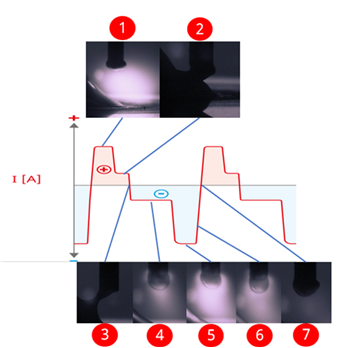
图5 CMT AC铝合金电弧形态特征与熔滴过渡
通过调节AC-power balance,可以针对每个应用单独精确地调节热输入,如图6。从图7“a,b,c”可以看出,AC-power balance数值的调整直接影响焊缝的熔深和熔宽,其特征非常明显,数值越大EP占比就越高,熔深越大,余高较低。随着AC-power balance数值的降低,EN阶段的占比增加,热量更多是用来加热焊丝,传递到母材的热量相对较小,热输入量降低,熔深熔宽降低。
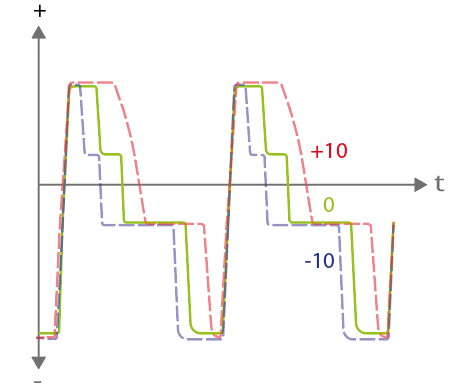
图6 CMT AC Power Balance 波形调节示意图
通过调节AC-power balance,可以针对每个应用单独精确地调节热输入,如图6。从图7“a,b,c”可以看出,AC-power balance数值的调整直接影响焊缝的熔深和熔宽,其特征非常明显,数值越大EP占比就越高,熔深越大,余高较低。随着AC-power balance数值的降低,EN阶段的占比增加,热量更多是用来加热焊丝,传递到母材的热量相对较小,热输入量降低,熔深熔宽降低。
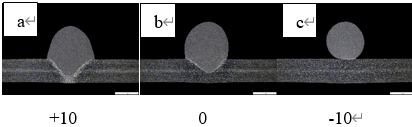
图7 焊缝截面宏观示意图
AC-power balance的调整数值为+10至-10,在数值为+10时,EP占比约76%,数值为0时,EP占比约65%,数值为-10时,EP占比约55%,由此可以看出,即使数值调至极限-10,其EP占比仍没有低于50%。这是因为铝合金表面的氧化膜需要清理,需要EP占用更多的时间;其次是因为在EN阶段焊丝烧损过大,若长时间处于EN阶段,焊丝将烧至导电嘴,这样烧导电嘴几率会大大增加。不同于钨极交流氩弧焊,在EN的占比不会太大,即使EN占比接近EP,EN阶段的电流也会很小。
CMT AC焊接碳钢、不锈钢特性曲线电弧特征与熔滴过渡分析如图8。阶段1,焊丝为EP阶段,电弧电流上升,电弧弧根出现在熔滴下半球底部,可以看到较弱的弧光;阶段2,此处为EP峰值阶段弧柱区域非常明显,电弧呈“钟罩”形,电弧温度达到最高;阶段3,焊丝加热到一定时间后开始熔化,形成熔滴,此时焊丝继续向前推进,电流开始下降,弧光 相应减弱,钟罩收缩;阶段4,焊丝接触熔池(负极),发生短路后电流再次下降,电弧熄灭,焊丝开始回抽;阶段5,此时由EP阶段过零点开始转向EN阶段,正负交替阶段没有电弧;阶段6,EN阶段电流开始上升,焊丝刚好分离熔滴;阶段7,EN时间的延长,熔滴会持续长大,电弧呈现包裹整个熔滴并加热熔滴以上的焊丝;阶段8,此时EN阶段达到峰值,熔滴此时最大,≈焊丝直径1.1倍左右;阶段9,EN阶段电流开始下降,对焊丝加热明显减小,熔滴也不再长大,焊丝带着大熔滴开始向前推进;阶段10,接触熔池发生短路,焊丝向后运动,脱离熔滴;阶段11,熔滴即将分离,EN阶段过零点转为EP。
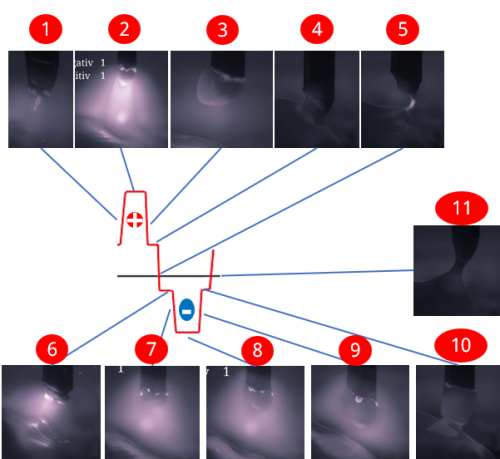
图 8 CMT AC碳钢、不锈钢电弧形态特征与熔滴过渡
与铝合金CMT AC不同的是:碳钢、不锈钢CMT AC的熔滴过渡过程是固定在一个极性阶段产生,极性循环参数允许单独设置正半波循环和负半波循环的数量,其参数可从1个周期调整至100个周期,不同的周期配比,会有不同的熔深效果。图9a参数设置70 Positive(EP)/5 negative(EN),图9b参数设置为“auto”实际EP/EN波形占比大概5:5,图9c参数设置5 Positive/70 negative,从宏观熔深图可以体现,EP的周期循环增加可明显看出熔深增加。针对CMT AC Cycles 交流甚至iWave提供的设置选项比较多,分别为自定义周期、自动、永久。 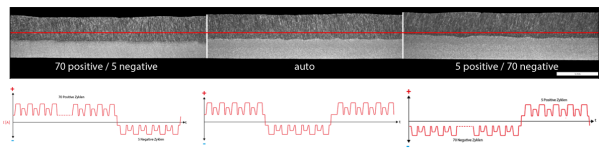
图9 数值调整对焊缝截面的影响
3. CMT AC 对零部件误差和装配公差的适应性
在汽车行业或一般行业,对于零部件加工误差和拼装存在的公差,在一定情况下产生较大的间隙,这使得焊接变得困难,CMT AC模式对此有一定适应性。
1.5mm厚6061铝合金板进行拼接,间隙3mm的情况下,使用传统CMT DC+无法完成间隙搭桥过程,如图10所示,这是因为CMT DC+ 在焊接时母材受热多,填充金属无法使板材搭桥,持续增加送丝速度会导致板材下塌甚至烧穿。使用CMT AC 通过调整合适的AC Power balance参数,热量的分配出现了变化,较多的电弧热量传递到焊丝,较大的金属沉积率可把缝隙堆起填满,完成3mm大间隙的焊接,如图11所示。焊接参数如表1所示,相较于CMT DC+ 3.4m/min的 送丝速度CMT AC 的送丝速度很大,达到了10m/min。
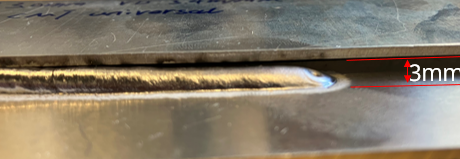
图10 CMT DC+铝合金搭接焊缝
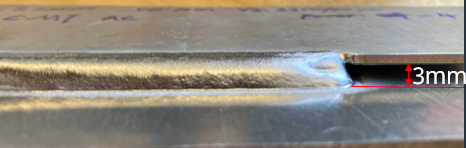
图11 CMT AC铝合金搭接焊缝
|
CMT DC+ |
CMT AC |
||
|
送丝速度 |
3.4m/min |
送丝速度 |
10m/min |
|
电流 |
52A |
电流 |
123A |
|
电压 |
11.1V |
电压 |
13.0V |
|
焊接速度 |
20cm/min |
焊接速度 |
35cm/min |
表1铝合金大间隙焊接参数表
在不锈钢大间隙焊接中,采用了更薄的1.0mm板厚,材质为不锈钢304,焊丝为ER308L 1.0mm直径焊丝,间隙仍然是3mm。如图12,CMT DC+焊接试板间隙出现了塌陷和咬边 ,板材承受了过多的电弧热,较少的金属熔敷率不足以将大间隙填满,同过高的熔池热量使熔敷金属流动性更好,活跃的金属溶液会向四边扩展流淌,使堆积性能降低。
CMT AC 通过调整EP和EN的周期比率,使母材得到冷却,熔池温度降低,其溶液流淌性会变得很差,这样就能保证在熔敷金属可以很轻松的被堆起,形成搭桥焊缝,如图13所示。
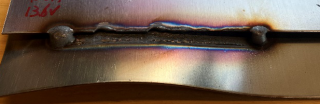
图12 CMT DC+不锈钢搭接焊缝

图13 CMT AC不锈钢搭接焊缝
4. 铝合金焊接时的黑烟消除
在焊接铝合金的过程当中,会产生较大的焊接烟尘,MIG焊铝镁合金时的烟尘更明显,焊缝周边会有大量的黑色烟尘附着,其主要原因是焊丝中的镁元素的燃烧所造成。相比传统MIG焊工艺,CMT 和PMC(脉冲多重控制)会对黑烟有明显改善,但对于镁元素的燃烧在某些场景还是比较严重,CMT AC对黑烟问题的改善更为显著。
|
CMT DC+ |
CMT AC |
||
|
送丝速度 |
8.2m/min |
送丝速度 |
9.5m/min |
|
电流 |
128A |
电流 |
148A |
|
电压 |
13.6V |
电压 |
15.3V |
|
焊接速度 |
60cm/min |
焊接速度 |
60cm/min |



焊丝:5356 板材:5系铝合金 极性:DC+
图14 黑烟产生
因焊丝端部 电弧热量比较高,温度超过了焊丝中的某些元素(Mg,Zn)的沸点后形成金属蒸汽,当熔滴过渡到熔池后若母材的温度略低时,就会附着在焊缝两边形成黑烟。通常解决此问题都会增加焊枪前倾角(约15°),前倾角可以使金属蒸气随着保护气体往前运动,堆积在电弧之前的位置,在氩气氛围内的镁元素可以很好被氩气保护而防止氧化,而电弧的阴极雾作用能清理一部分黑烟,如图14所示。如果黑烟过多,附着面很广超出了阴极雾化区,那么黑烟只能通过人工手动清理。
经过预热后的母材因温度较高使黑烟降低,板材高温使热气形成自由上升气流,会使氧化物不易着陆,在焊接厚板铝合金时预热的可以有效改善发黑情况。但在一些行业使用焊前预热并不现实,比如薄板用的较多的汽车行业,医疗行业等等,由此产生黑烟现象。比如ER5356焊丝,镁元素的含量约5%,镁的沸点较低,约为1100℃,铝的沸点2520℃,因此镁元素更容易发。
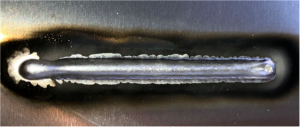
控制电弧自身温度,可使发黑现象大大降低。研究表明当电弧在EP阶段时,热量集中在熔滴下半球,这使该区域温度特别高,远远超过镁合金的沸点,低沸点的物质Mg、Zn等容易形成金属蒸汽,汇聚在焊缝周围或母材表面形成黑烟。当电弧在EN阶段时,阴极斑点的会出现上爬到焊丝端部寻找氧化物,此时的焊丝虽然在受热,但受热较为均匀,不会集中在在一个点,仅有一部分Mg 等元素被烧损形成黑烟。如图15与图16对比,黑烟情况明显降低,图15 CMT DC+阴极雾化区明显要比图16CMT AC的要宽,这是因为EP电弧具有阴极雾化效果,但电弧热量集中在熔滴下半球,使Mg、Zn元素烧损过多,导致黑烟较多。CMT AC 可从Power Balance参数调整正负半波的占比,在一个熔滴过渡周期里,始终保持有正负波形参与,这也使温度控制更精细,黑烟的消失并不依靠阴极雾化清理,而是控制电弧自身的热量降低Mg、Zn的烧损,CMT AC工艺下黑烟更少。
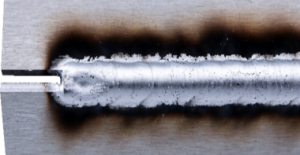
图15 CMT DC+铝合金焊缝黑烟

图16 CMT AC铝合金焊缝无黑烟
5、结论
本文分析了Fronius伏能士 iWave智能平台的CMT AC 工艺,该工艺基于CMT 冷金属过渡的焊接工艺,通过转化极性实现低热输入和高焊丝熔化速率,适用于间隙搭桥、超薄板焊接和电弧增材领域。
针对铝合金和碳钢、不锈钢的CMT AC 电弧特征与熔滴过渡进行了详细分析,说明了通过调节AC-power balance可精确调节热输入,还分析了铝镁合金焊接时黑烟产生的原因及CMT AC 对黑烟问题的改善。
上一篇文章:激光熔覆技术的现状与发展
下一篇文章:没有了