激光熔覆技术的现状与发展
编者按:激光熔覆技术是近年来发展迅速的一种高效的表面强化方法,在航空航天、汽车制造、能源装备等领域得到了广泛应用。该文关注激光熔覆技术的发展现状及应用,展望其未来的发展方向。
激光熔覆技术的现状与发展
天津理工大学材料学院 赵贤伟
熔覆技术通过将增强性能的材料以高温融化的方式沉积在基材表面,大大提升了基材的耐磨性、抗腐蚀性和使用寿命。通过与激光技术的结合,熔覆工艺在工业生产中趋向于高精尖方向的航空航天领域扩展至汽车、船舶制造等民用领域。激光熔覆技术不仅能够在材料表面形成致密的冶金结合层,还可以通过调整熔覆材料的成分和工艺参数,实现对基材表面性能的精确调控。
1.激光熔覆工艺
激光熔覆也叫激光涂覆或激光包覆,通过在基材表面添加熔覆材料,利用高能量密度激光束将不同成分和性能的合金与基材表层快速熔化,在基材表面形成与基材不同成分和性能的合金层。激光熔覆层因具有良好的结合强度和高硬度在提高材料的耐磨损性能方面显示了优越性。
激光熔覆的设备主要包括激光器、熔覆喷头、加工平台和送料装置。熔覆喷头是激光熔覆工艺的关键设备,可实现激光束传输、变换、聚焦和熔覆材料的同步输送,在基材表面实现激光束、熔覆材料、熔池之间的精确耦合。
按照激光束和粉末的耦合形式,可将激光熔覆喷头分为旁轴送粉熔覆喷头和同轴送粉熔覆喷头。对于旁轴送粉熔覆喷头,其送粉喷嘴相对聚焦光束倾斜喷粉,粉束和激光束轴线之间存在夹角。旁轴送粉熔覆喷头结构简单,送粉喷嘴调节灵活,粉末稳定好,可实现异型零件的激光熔覆。对于同轴送粉熔覆喷头,粉束和激光束同轴耦合输出,粉末流各向同性,克服了旁轴送粉方向性的限制,可以保证任意路径下熔覆层的一致性。目前激光熔覆多采用同轴送粉熔覆喷头。由于同轴送粉熔覆喷头无方向性问题,也可应用于激光金属增材制造(3D 打印技术),通过逐层沉积可实现成形大型、复杂结构件的成形。
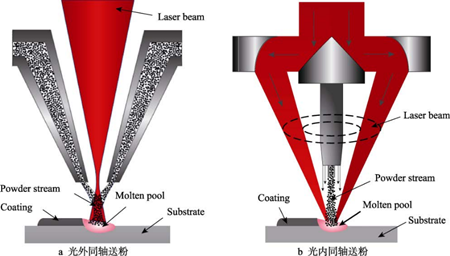
按照激光束和粉束的相对位置,同轴送粉熔覆喷头又可分为光外同轴送粉喷头和光内同轴送粉喷头[1]。如图1a所示,光外同轴送粉喷头是采用“粉包光”的光粉耦合模式,激光束从中心出射,光束周围为倾斜布置的多个粉嘴送粉或环状送粉。工作时,激光束和粉束汇聚在工作表面并形成熔池。而光内同轴送粉喷头是采用“光包粉”的光粉耦合模式,圆形实心光束转换为圆环
锥形光束或多光束,中空无光区域垂直放置送粉管,实现光束中空,粉管居中,光内送粉,如图1b所示。粉末垂直加工面喷射,由于粉末喷射方向与包围粉束的准直气流方向、外围聚焦环锥形光束轴线方向均相同,故三相流互不干涉,粉末发散小,集束性好,因此在一定的长度范围内能够保证光束、保护气都包围粉束,从而大大提高了粉末利用率,减少熔覆层的表面粘粉和熔覆过程中的飞溅。
如图 2 所示为光外同轴送粉和光内同轴送粉效果图[2,3],同轴环形喷嘴比同轴多管喷嘴汇聚效果好,能够实现更小的汇聚粉斑,更适合精密熔覆加工。此外,同轴单束粉管正向送粉,粉末流细小,挺度高,可进行长距离、大倾角熔覆加工。由于光粉真正同轴实现了“光包粉”,一般无需在熔覆前预调光斑和粉斑与工作面相对位置的校准。在扫描过程中还可通过离焦变焦,熔覆出变宽的熔道。
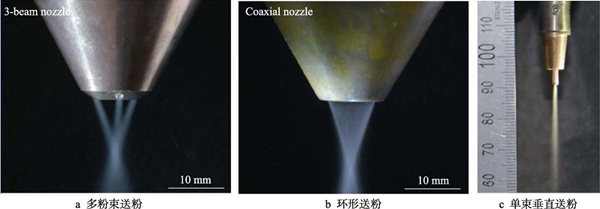
图 2 同轴送粉效果
随着大功率激光器技术的发展与推广,宽带同轴送粉熔覆喷头得到了越来越多的应用[4,5]。如图 3所示。图3a为光外宽带同轴喷头,中心为矩形光斑,光束外两侧为与激光光斑相适应的矩形粉末流道;此喷头适用于6~20 kW的激光熔覆加工,特别是煤矿机液压支架立柱等回转件的大批量生产。图3b为光内宽带同轴喷头,矩形送粉装置位于喷头中心,外层为双光束通道,其熔覆效果如图3c所示,熔覆宽度可达40 mm。
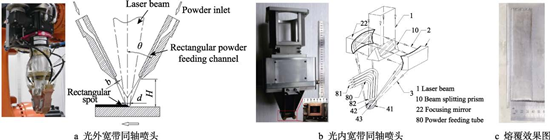
图 3 宽带同轴送粉熔覆喷头
在一些特殊工况下的熔覆加工,激光熔覆喷头的内光路、粉路、水路、气路等结构有所不同。如深孔激光熔覆喷头将激光熔覆加工从工件的外表面延伸到孔的内壁表面,此喷头呈细长状,光路系统采用长聚焦镜,并利用反射镜将光束反射至加工位置。德国弗洛霍夫研究所研制的深孔熔覆喷头最小内孔径达33 mm,工作孔深可达0.5~3 m。
图4a为武钢华工激光研制的深孔熔覆喷头,最小内孔径为 50 mm,孔深为 0.5 m。在喷嘴口与聚焦镜间设置防护气帘,可防止喷头连续变换方位时,熔覆材料落到聚焦镜上而损坏镜片,其在仰面位置的熔覆加工如图4b所示。

图 4 特殊工况下的激光熔覆喷头
激光熔覆技术还可应用在航空航天、冶金、机械工程、汽车、船舶、3D增材制造等行业,具有非常广泛的应用前景。如航空发动机钛合金叶片的修复、船用螺旋桨的修复、曲轴的修复、飞机大型复杂结构件的激光增材制造等。随着自动化技术发展进程加快,激光加工系统与计算机数控技术相结合可构成高效自动化加工设备,为优质、高效和低成本的加工生产开辟了广阔的前景。
2.激光熔覆技术的应用
熔覆技术在众多领域展示了其优越性,尤其是在航空航天领域,如涡轮叶片、飞机发动机等关键部件通过熔覆处理后,不仅大幅提高了使用寿命,还能承受极端的工作环境。如图5a为激光熔覆修复受损的涡轮叶片[8],为把叶片顶端修补到原先的高度,激光束在叶片顶端形成很浅的溶池,同时金属粉末沉积到叶片顶端形成焊珠。焊珠层层迭代,使熔覆层增长。如图5b为手工熔焊的叶片,必须进行额外的放电加工以显露出冷却过程中形成的空隙,成形效果也不如激光熔覆。
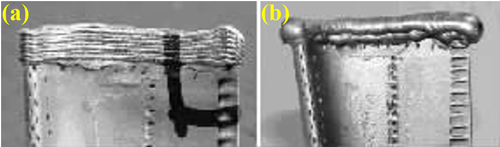
图5 修复的涡轮机叶片(a)激光熔覆;(b)手工熔焊
此外,对于非穿透性裂纹,通常发生在非薄壁零件,其深度无法直接测量,其他修复技术无法发挥作用。可采用激光熔覆技术视情况多次打磨、探伤从而将裂纹逐步清除,打磨后的沟槽用激光粉末多层熔覆工艺填平,即可重建损伤结构, 恢复其性能。
美国 AVCO 公司对汽车排气门激光熔覆Stellite合金,提高了排气门的耐磨、耐蚀和抗冲击性,达降低生产成本的目的。Toyota公司在铝合金气缸的气门座处激光熔覆铜基复合材料,通过引擎测试,其高温下的耐磨性和抗冲击性与压入法相比得到了显著提高,而其成本与压入法相比减少了30%。日本的尼桑公司 在铝基发动机叶片上成功熔覆了一层铜基合金,增强了零件的表面强度,极大提高了零件的耐磨性和耐高温性。英国某发动机公司采用激光熔覆技术,在涡轮增压器叶片上熔覆Co基合金,得到了无气孔、无裂纹的高性能熔覆层,极大改善了其高温耐蚀性,降低加工时间,减少约50%的昂贵合金粉末的消耗。
在石油和天然气领域中,轴类零件是石油钻井设备中使用最普遍、用量很大的一类零件。例如天然气压缩机柱塞杆、注水泵柱塞杆等。轴类零件在服役过程中易发生摩擦磨损、腐蚀及疲劳等问题。激光熔覆技术作为轴类零件修复和再制造常用的技术,可有效延长其使用寿命,如图6所示为轴类零件的激光熔覆修复情景[9]。注水泵组合阀、高压阀门也是石油钻井设备中用量非常大的零件,其端面经常因磨损、腐蚀等原因造成失效,每年因更换这类零件给油田带来了巨大的维护成本。如图7所示这类端面磨损的平面类零件完全可以通过激光熔覆修复,延长其使用寿命,从而减少新品替代,达到降本增效的目的[9]。
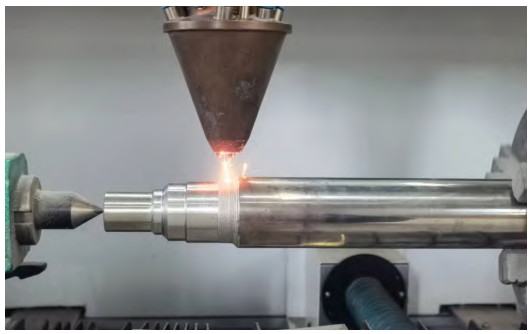
图6 轴类零件激光熔覆修复现场图
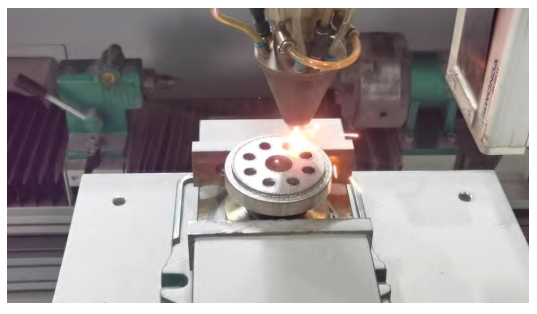
图7 平面类零件激光熔覆修复
3.绿色制造与熔覆技术的未来
在全球大力倡导绿色制造的背景下,熔覆技术也正在向着更加环保、可持续的方向发展。传统的热处理工艺往往伴随着大量能耗和排放,而熔覆技术通过局部加热、精确控制材料用量,能够有效减少能源消耗。尤
其是在激光熔覆领域,激光技术的高效能量转化率和精确的工艺控制,使得其成为未来绿色制造的重要组成部分。
同时,随着增材制造技术的发展,激光熔覆工艺与3D打印技术的结合为材料的修复和再制造带来了全新的可能性。通过激光熔覆技术可以实现对复杂部件的修复和再生,从而减少资源的浪费,促进制造业的可持续发展。
熔覆技术已经从最初的表面强化方法发展成为制造业中的重要工艺,随着智能制造和新材料技术的不断进步,熔覆技术的应用将更加广泛且深入。
上一篇文章:焊接制造云系统
下一篇文章:没有了